摘要: 在工业锅炉与电站锅炉系统中,锅炉部件省煤器作为余热回收的关键环节,其管束设计的优劣直接决定了系统热效率与运行稳定性。随着国家对节能减排要求的持续深化,不同工况下(如燃煤、生物质、余热回收等)对省煤器管束的耐腐蚀、抗磨损及换热能力提出了差异化需求。本文将从技术选型角度,剖析省煤器管束的结构设计逻辑,并探讨多工况下的适配方案。...
在工业锅炉与电站锅炉系统中,锅炉部件省煤器作为余热回收的关键环节,其管束设计的优劣直接决定了系统热效率与运行稳定性。随着国家对节能减排要求的持续深化,不同工况下(如燃煤、生物质、余热回收等)对省煤器管束的耐腐蚀、抗磨损及换热能力提出了差异化需求。本文将从技术选型角度,剖析省煤器管束的结构设计逻辑,并探讨多工况下的适配方案。
一、结构合理性:管束拓扑与材料选择的协同
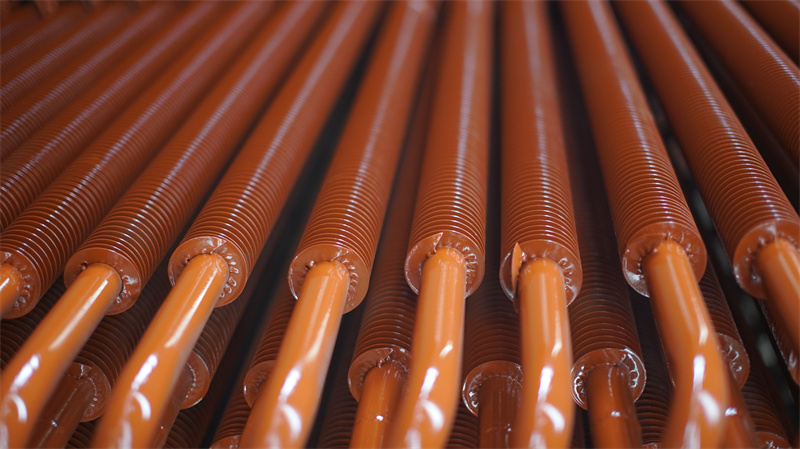
省煤器管束的核心在于“鳍片”与“基管”的组合形式。目前主流结构分为光管、螺旋翅片管、H型鳍片管三种。其中,H型鳍片管因其双流道结构,在烟气流道阻力控制与换热面积扩展之间取得了较好平衡。

在材料选型上,对于含硫量较高的燃煤工况,需采用ND钢(09CrCuSb)或316L不锈钢,以抵抗低温露点腐蚀;而对于生物质锅炉,由于富含碱性金属元素,管束表面易产生积灰与高温腐蚀,此时需选用更高等级的合金材料。
锅炉部件的设计还需考虑管束的支撑与间距。若管间距过小,容易造成灰堵;若过大,则换热不充分。行业经验表明,对于中温省煤器,蛇形管束的排布应以20-30%的烟气通流余量作为安全系数。某头部企业曾在生物质锅炉改造中,采用不等节距鳍片设计,将管束前两排的鳍片密度降低15%,从而有效减少了飞灰积聚。
{图片链接:一种典型H型鳍片省煤器管束的结构示意图}
二、多工况适配:定制化思路的核心逻辑
不同工况对省煤器的要求差异显著。以锅炉部件省煤器为例,煤粉锅炉往往要求较低的排烟温度,而循环流化床锅炉则需应对高灰分磨损。因此,“通用设计”已无法满足现代工业需求,定制化成为必然趋势。
适配方案需从以下维度展开:一是烟气流场模拟。通过CFD分析,优化管束入口段的导流结构,避免偏流导致的局部过热。二是灰分特性匹配。对于含硅铝高的灰分,可在管束表面堆焊耐磨层;对于易粘结的灰分,则需增加吹灰器接口。三是变负荷适应性。在深度调峰背景下,省煤器需要具备在30%-100%负荷范围内稳定出水温度的能力,这对管束的承压与热应力释放提出了高要求。
山东博宇重工在这一领域积累了丰富经验,其提供的锅炉部件定制化方案,能够根据用户提供的燃料成分分析报告与运行参数,从鳍片高度、基管壁厚、管束排布三个层面进行针对性设计。例如,在应对某化工厂余热锅炉项目时,山东博宇重工技术人员通过现场排烟温度监测,发现局部高温区温差达45℃,随后对管束采用非均匀节距布置,使整体温差控制在20℃以内,显著延长了使用寿命。这种基于实际工况的数据驱动设计,体现了制造企业从“卖产品”向“卖方案”的转型。
三、制造工艺对结构性能的保障
再好的设计,若缺乏精密制造工艺的支撑,也难以发挥效能。省煤器管束的焊接质量、鳍片与基管的结合度,直接决定了传热效率与抗疲劳能力。

当前,激光切割与机器人自动焊接技术的普及,使得鳍片角度的控制精度从±3°提升至±0.5°。此外,管束与集箱的对接需要经过严格的射线探伤与超声波检测。
山东博宇重工的制造工艺体系中,采用了数控管板自动焊与机器人焊接系统,结合其具备A级锅炉部件制造资质的技术积累,在管束组对环节实现了零下偏差控制。这意味着每一根管子与集箱的配合间隙均小于0.2mm,既保证了焊接强度,又减少了热应力集中点。其检测能力覆盖涡流探伤与磁粉探伤,确保出厂产品在长期服役中不发生泄漏现象。
四、总结与展望
省煤器管束的技术选型已从“尺寸标准化”阶段迈入“结构定制化”阶段。未来,随着智能传感技术的应用,管束可能需要集成在线磨损监测模块,实现被动维护向主动预判的转变。在实际应用中,企业若能基于自身工况,从结构合理性出发,借助行业领先制造商的定制化思路,可有效降低运维成本,提升整体能效水平。锅炉部件的每一次优化,都蕴含着制造业精细化发展的深层逻辑。